









.png)
































 CNIC
CNIC
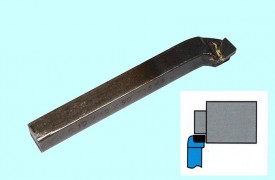
Резцы для станков по металлу – основной инструментарий токарной металлообработки. С их помощью можно выполнить технологические операции по снятию лишнего материала с заготовки, выточить канавки, снять фаски и заусенцы. Резец состоит из двух частей – рабочего органа и стержня, посредством которого он фиксируется в станке. Рабочая часть в виде режущей головки непосредственно воздействует на обрабатываемую поверхность.
Разновидности инструментов и их назначение
Согласно ГОСТу выпускают приспособления для станков по металлу таких видов:
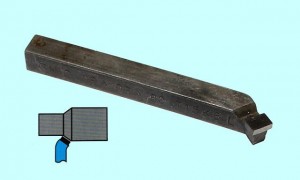
- Расточные используют для создания сквозных и глухих технических зазоров в заготовках. Режущая часть выполнена в треугольной форме с изгибом.
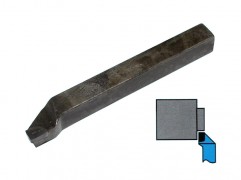
- Отрезные служат для отсечения заготовки под углом в 90 градусов и прорезания канавок. Головка может быть прямой, изогнутой или фасонной.
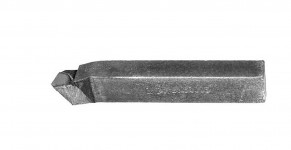
- Резьбовые делят на два подтипа для нанесения резьбы изнутри и снаружи. Режущая часть оснастки выполнена в копьевидной форме.
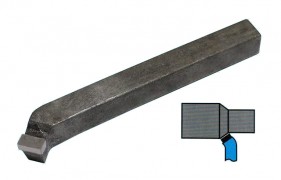
- Проходные в зависимости от радиуса закругления головки делят на чистовые и черновые. Такие инструменты необходимы для шлифовки внешней поверхности изделия и его торцевых краев. Исходя из направления подачи, делят на правые и левые.
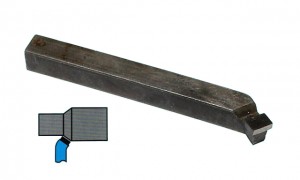
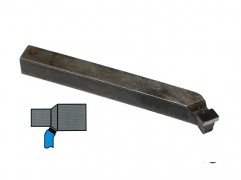
- Подрезные оснащены треугольной режущей пластиной, технологический процесс обработки предусматривает перпендикулярное расположение резца относительно оси вращения.
Согласно конфигурации выделяют:
- цельные, изготовленные из легированной или инструментальной стали;
- с напаянной пластиной из твердого сплава на режущую часть;
- резцы, на рабочей поверхности которых фиксируются твердосплавные пластины посредством шурупов или зажимов.
Различают оснастку левого и правого типа для черновых, получистовых, чистовых и высокотехнологических операций.



